
Directory

Jun 08, 2021 How Common Rail Nozzle Produced
Nov 07,2024
In common rail injectors,the problem usually comes from the nozzle and control valve which is precision components in the system.Today we will introduce the production process of the Bascolin® common rail nozzles.
The production of needle valve body – nozzle body
Step 1.Drill of semifinishe nozzle body


Using four axis machine gun drill imported from Germany to drill the nozzle body.


This is the finished status.Here One time process in confectioning could guarantee the concentricity,straightness,roughness.
Step 2:the process of the nozzle body holes

This machine is imported from USA to process the holes of nozzle valve
Step 3:electrochemistry electrolysis oil holder


This step is to assure the size of the oil holder and no burr.

You need to insert the knife inside to dig in the old days.It caused many burr and out-of-shape.
While now electrochemistry successfully solve this problem.
Step 4:hole processing
In order to assure the injection pressure and performance,it needs strictly control of precision in nozzle holes.This holes requires to be inverted cone to improve the flow coefficient and injection performance.


Now we use the machine above from Switzerland which will help to assure flow accuracy ±1%.
Step 5:extrusion and abrasion technique
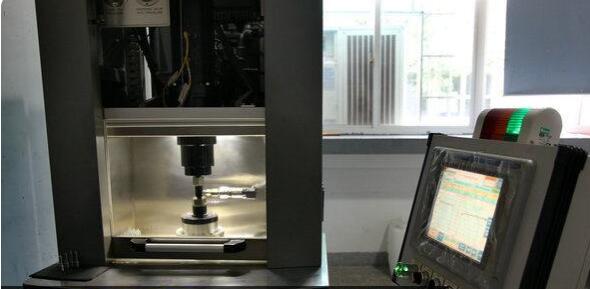
By using Extrude Hone equipment from United States to check needle valve flow online.And error is controled within ±1%.In the other hand,it could also help remove the burr.
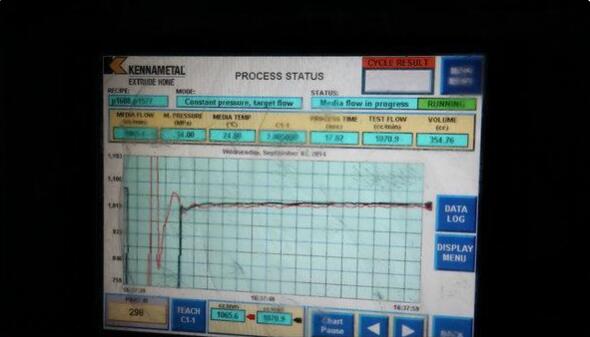
Step 6:flow measurement

This step is to measure of flow of finished nozzle valve and assure 100% testing sucessfully.



Meanwhile we need to also know what is the nozzle working performance in the real situation.We need to install into the OE injector and test the parameters in every conditions.
Step 7:Processing big hole in the seat surface and end face

Here is the Germany made machine to realize the function.

This machine plays an important role in precision and coaxiality.And after the end face processed,it is conducive to installing and sealing to injector.
Now we are coming to see how the other important component – needle valve to be produced
Step 1:semifinished needle valve

After the heat treatment,the left needle valve is polished to the right semifinished valve.In the next process,it will be precise casting.
Step 2:checking the size of semifinished needle valve

Through the projector,we could enlarge the size to check whether it could match the nozzle body.
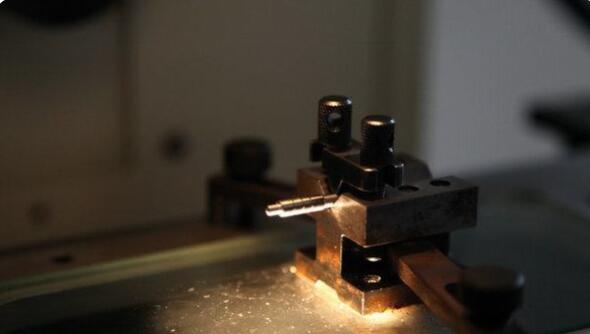
Step 3:process the angle of needle valve

After last step,the tested needle valve will be sent to process in the machine from Germany above.
In the machine,many needle valve could be process at the same time which advantage is make sure Needle valve Angle and needle valve guide round head alignment.And the consistency and stability of the size of Needle valve sealing head line could also be assured.
Step 4:process the cylindrical size of needle valve


Finally we need to process the cylindrical size of needle valve which could be done in this Italy CNC precision coreless grinding.The roundness of needle valve is controled above 0.25μm which could meet the accuracy requirement of common rail injector.
Step 5:Installing
After above steps,it is coming to final.Now we need to send both nozzle body and needle valve to matching process.Because it is technical security,we will not show here.
Above is the nozzles finished which is made up of nozzle body and needle valve.Strictly speaking,these two components has so high requirement in tolerance clearance that they can’t be replaced during using.But our processing precision could assure that you replace for the same production.

After nozzle produced,we need also to spot check to make sure every production parts could meet the demand of precision.



CONTACT US
Marketing China Office: #189,LiyuanZhong RD,LiCheng District,PuTian,Fujian, China
After-sales online service:
Send A Messages

